















Кантование прессового оборудования
Когда пресс отправляется в путь
Перестройка российской экономики стимулировала смену собственников производственных активов и проекты по перебазировке мощностей. Также в крупных городах продолжают действовать программы по переносу предприятий из центральной части на окраины. Так что проекты по релокации прессового парка сегодня не редкость.
С другой стороны, ограничения на покупку зарубежного оборудования заставили владельцев заводов отказаться от замены устаревших прессов и задуматься об их модернизации. В рамках таких проектов обычно сохраняют тяжелые узлы, при необходимости подвергая их дополнительной мехобработке. Дополняют оборудование современными гидравлическими схемами и системами управления. Это позволяет добиться от изношенного, морально устаревшего пресса характеристик, соответствующих требованиям XXI века.
Иногда модернизацию проводят на предприятии, привлекая специализированные бригады. Но чтобы разложить элементы пресса для дефектовки и ремонта, необходимо довольно много места, которое трудно найти в действующем цехе. Более того, добиться качественного результата в полевых условиях бывает непросто. Поэтому многие заводы выбирают другой путь: демонтируют пресс и отправляют его для глубокой модернизации на предприятие-изготовитель или в организацию, специализирующуюся на ремонтах.
Перед погрузкой оборудования на транспорт его обычно переводят в горизонтальное положение. Делают это не только из соображений безопасности. Высота крупного прессового оборудования не позволяет перевозить его в вертикальном положении, так как стандартное ограничение по высоте груза на дорогах общего пользования составляет 4 м. А проем цеховых ворот, трубопроводы и эстакады на территории завода в большинстве случаев не дают перевезти пресс «стоя» даже по промплощадке.

В некоторых случаях из-за особой конструкции оборудования или характеристик цехового пространства вращение пресса проводят два раза: сначала вокруг горизонтальной, а затем вокруг вертикальной оси.

Задача с подвохом
Чтобы безопасно кантовать пресс, нужно знать, где находится его центр тяжести, то есть точка, относительно которой оборудование уравновешено во всех направлениях. Когда при повороте центр тяжести пересекает точку опоры, груз начинает заваливаться на противоположную сторону.
Из повседневного опыта может показаться, что центр тяжести груза совпадает с его геометрическим центром, но на практике это, как правило, не так. Причина проста: элементы, из которых состоит пресс, неоднородны, сделаны из разных материалов, имеют полости и выступающие части. Следовательно, чтобы правильно определить центр тяжести и разработать проект производства работ (ППР), инженерам необходимы знания в области теоретической механики, документация от производителя оборудования, навыки решения аналогичных задач.
С помощью расчетов проектировщики определяют последовательность действий при кантовании, способы и точки строповки (в том числе их расположение относительно друг друга и относительно частей пресса). Это позволяет прогнозировать развитие событий при вращении тяжеловесного груза в пространстве и исключить его самопроизвольное движение.
Кантование технологического оборудования можно выполнять только в соответствии с ППР. Если по факту какие-то особенности пресса или площадки не соответствуют тому, что заявлено в документации, работы должны быть остановлены до того момента, пока проектировщики не проведут новый расчет. Опытные такелажники строго соблюдают это правило: никто не хочет столкнуться с непредсказуемым поведением многотонного пресса.

Как выполняют кантование
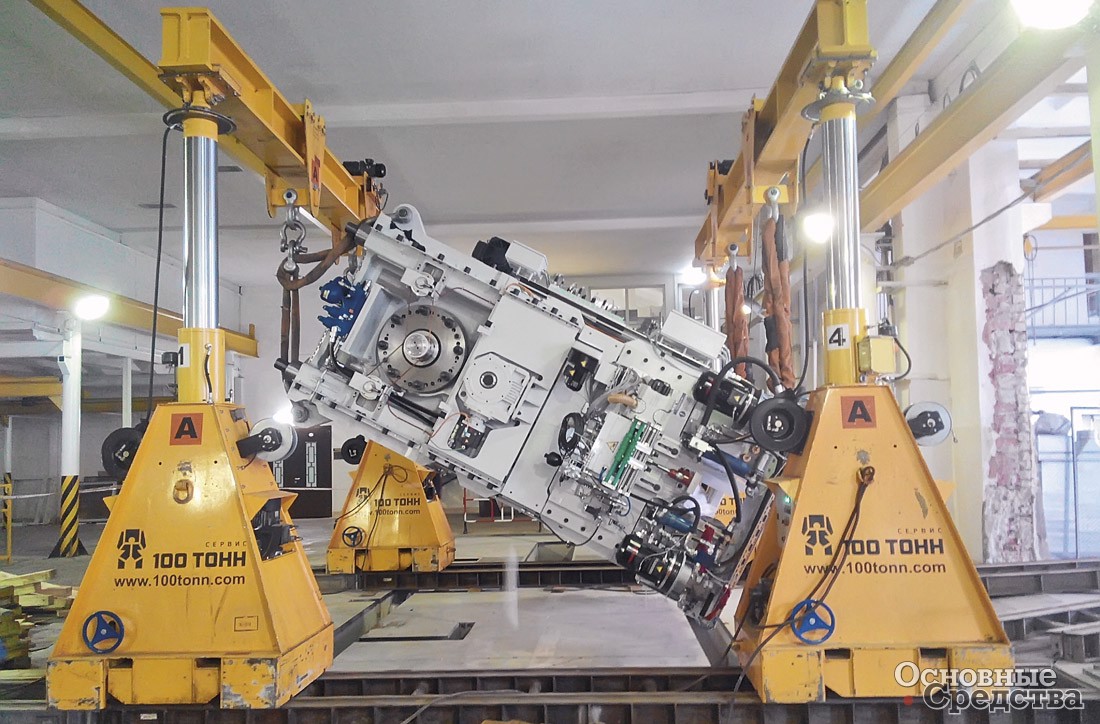
Кантовать тяжеловесное оборудование наиболее безопасно без опоры на основание («в воздухе»). Таким образом можно постоянно контролировать положение центра тяжести груза. Чтобы подвесить, а затем повернуть пресс вокруг оси, применяют различные комбинации грузоподъемных механизмов:
- несколько стреловых кранов;
- кран и самоходную автомобильную платформу;
- кран и гидравлический портал;
- два гидравлических портала;
- гидравлический портал и тросовые домкраты;
- опорные металлоконструкции и тот или иной подъемный механизм.
Также можно выполнять кантование с опиранием груза на пол, но в этом случае нужно обязательно учитывать взаимное положение точек опирания, подвеса и центра тяжести, чтобы не допустить самопроизвольного движения («заваливания») груза.
Конкретный способ кантования выбирают исходя из массы прессового оборудования и условий производственной площадки. На открытой территории можно использовать стреловые краны. В стесненных условиях практически нет альтернатив для гидравлических портальных систем.
В процессе кантования принципиально добиться как синхронной работы грузоподъемного оборудования, так и равномерного движения пресса в горизонтальной и вертикальной плоскости. Для решения этих задач хорошо подходит современное такелажное оборудование с плавным ходом: гидравлические порталы и тросовые домкраты.
Независимо от того, какие грузоподъемные средства выбраны, за всеми операциями, состоянием строп и положением груза должны непрерывно следить сигнальщики. Чтобы предотвратить аварийные ситуации, важно вовремя реагировать даже на минимальные отклонения от нормального хода работ.

Специфика кантования прессов
Кантование любого оборудования – непростая инженерная задача. Но у вращения прессов есть свои дополнительные особенности, связанные с их конструкцией.
Прессовое оборудование может быть моноблочным или состоящим из нескольких частей. В первом случае все узлы находятся внутри одной станины, во втором – соединяются между собой наподобие бутерброда-канапе: нижняя траверса, колонны и верхняя траверса пронизываются насквозь большими шпильками. Сверху и снизу эта конструкция стягивается гайками.
Больше всего вопросов возникает по поводу перевозки и кантования прессов второго типа. Разбирать ли такое оборудование перед транспортировкой? Сколько времени займет демонтаж и последующий монтаж? Будет ли оборудование выдавать ту же точность после всех этих операций?
В силу перечисленных сомнений заказчики нередко предлагают кантовать такой пресс целиком. Но безопасно ли это в конкретном случае, могут определить только инженеры-проектировщики. Их задача – найти такой способ вращения оборудования, при котором оно не развалится и не произойдет деформации отдельных частей. Часто приходится проектировать специальные грузозахватные приспособления, благодаря которым стенки оборудования не будут гнуться при подъеме.
При разработке ППР необходимо учитывать, что у прессов есть обвязка: гидравлические трубки, кабели, двигатели, площадки обслуживания и т.д. Необходимо зацепить оборудование так, чтобы не повредить все эти элементы и не порвать стропы.
Если такелажная компания знает все нюансы кантования различных видов прессового оборудования и уделяет повышенное внимание безопасности, то проект, включающий кантование, пройдет по плану, в установленные сроки. И прессовое оборудование после ремонта или релокации будет служить владельцу еще долгие годы.


